|
目前,手工定量控制螺栓拧紧的方法是使用扭矩扳手来拧紧,控制螺栓拧紧过程的目的是使螺栓的轴向拉伸力恰到好处,并以此达到螺纹副的可靠联接。因此,扭矩的控制在各种机械类、电子类产品的开发研究、测试分析、质量检验、型式批准、定型鉴定和节能、安全或优化控制等工作中成为必不可少的内容,也使得定期的扭矩测量和检定十分必要。 然而,许多企业都是将扭矩扳手送给第三单位来做检定,那么扳手有问题就可以马上自行检查,更重要的是,当扭矩扳手使用频率较大、需要经常性的检定时,可以获得更多的便利。 企业方不愿自行检定扭矩扳手,究其原因,除了测试仪的高昂成本外,主要还是害怕操作复杂的测试仪设备。在此,本文将主要阐述扭矩检定的专业知识、实际操作以及注意事项。 一、扭矩检定专业知识
1.扭矩专业知识
(1)扭矩的定义
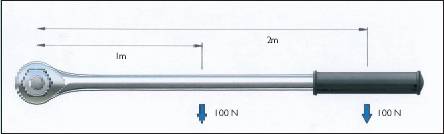
作用在物体上偏离旋转中心的地方、使物体产生旋转方向的变形或可能产生转动的力和长度的复合作用,称之为力矩或扭矩。物体在扭矩作用下转动的中心成为矩心,矩心到力作用线的垂直距离称为力臂,则扭矩M等于力F和力臂L的乘积。使物体顺时针方向转动的扭矩为正,反之为负。如图1中M1=F1L1,M2=F2L2 。
 (2)扭矩的分类
扭矩扳手按所使用的动力源,一般分为手动、电动、气动和液压四大类:手动基本上指手动扳手;气动是以压缩空气为动力的;电动是指交、直流电都可以作为电源的;液压类的与气动类似,但液压源是由液压油提供。 按工作原理分类,扭矩扳手可分为指示式和定值式两大类,指示式可细分为数显式和指针式,定值式可细分为机械定值式(又称预置式)和电子定值式。 扭矩扳手按其状态又可分为静态扭矩和动态扭矩两大类:静态扭矩是指不长的时间内扭矩值不随时间变化或随时间变化很小和很缓慢的扭矩,包括静止扭矩、恒定扭矩、缓变扭矩和脉动扭矩;动态扭矩是指扭矩值随时间变化很大和很快、甚至换向的扭矩,包括振动扭矩、随机扭矩和过度扭矩。报响式扳手又称预置式扳手,属于定值式类,这类扳手可分为机械定值式和电子定值式。 2.扭矩检定仪的选择
扭矩测试仪基本上是为了检定扭矩扳手及向光扭矩设备而设计生产的,扭矩追溯系统中属于中间衔接部分,故对扭矩测试仪必须要有以下基本要求:合格的扭矩精度等级、完整的扭矩检定报告、完整的检定追溯系统和符合实验室的高要求质量,如图2所示。 
(1)分辨力
对扭矩扳手检定仪的分辨力,一般要求是:指针式最小分度值应Mmax A/200,A为准确度等级的等级数;数字式的最小有效数字增量应MmaxA/1000且为1、2、5、乘以10的整数次方,A为准确度等级的等级数;例如0.5级、额定扭矩为1000N.m的数显扭矩扳手检定仪的有效最小数字增量不大于0.05N.m。 (2)量程
扭矩扳手一般的工作范围是测量上限值得20%至测量上限值,部分测量下限高于测量上限的20%,工作范围从测量下限开始。新制造和修理后的扭矩扳手应以测量上限值的120%加载值进行超负荷试验。 因此,扭矩扳手检定宜选用的量程上限一般是北侧扳手最大额定扭矩的20%;其给出标准扭矩值的扩展不确定度为被检扳手准确度等级的1/3~1/10,或检定仪的准确度等级应优于被检扳手准确度等级的1/3;特殊的扭矩扳手检定仪不受次限制,但起点不得小于最大扭矩之的5%,且分辨力足够、延伸范围经检定合格。 (3)个案例举
针对预置式扭矩扳手,在选用检定装置时,由于其本身精确度等级为3~10级,按量传体系的三倍关系,应选用准确度等级至少为2级,通常为1级的扭矩检定装置。 与此同时,根据扭矩扳手的检定规程对扭矩测量仪分辨力的要求,应事先确定所选用的测量装置各量程的分度值符合要求:检定仪必须具备峰值保持功能,应具有足够的响应速度,最好还应具有能保持扳手处于正确的检定方位和加载作用点可调的功能。 二、扭矩检定的实际操作
(1)准备工作
为了确保数据真实,检定前应作检定装置和扳手的外观检查,确定无误。扭矩扳手检定装置应在预热和预扭后调整零位,扭矩扳手应在实验室内放置足够长的时间按达到等温度要求,在三次预扭后调好零位,扭矩扳手预扭后调好零位等再开始检定,数显扭矩扳手也应预热。 另外,严格地说,扭矩扳手的检定的工位(指扳手杆身处于水平位置或垂直位置)也是由要求的,在什么位置使用就应什么位置检定,对某些初始零位不很确定的指针扳手或数显扳手更应这样,并且检定装置应具有完整的加载定位机构,帮助固定扳手的检定位置。 (2)基本操作过程
按照扳手的额定值正确选择检定装置的量程,开机预热后,将外观检查正常的扳手在检定装置上按额定值预扭三次;取下扳手,调节好检定装置的零位并选用其峰值保持功能,手动设置扭矩扳手的预置值为检定点,将扳手正确安装在检定装置上预扭三次,按照选定的检定点平稳施加扭矩到发出听觉或其它指示信号后立即停止加载、卸除载荷使扳手恢复常态,读出和记录各点的指示值,至少三次反复该过程完成该点的检定,重新设置下一个检定点重复以上过程知道完成全部检定。 
其中,在检定指针式扭矩扳手的过程中,应首先保证双眼平视会聚于指针的转动而改变体位,确保对指针与度盘刻线重合位置的判读正确;其次,保证对零操作的位置正确,也就是保证使用位置与检定位置与零位置三者一致;同时,确保对零到位;再就是及时读书确保记录的检定之余扳手指针的位置对应正确。 为保证这一点,应使用具有稳定慢速加载功能的检定加载机构。检定顺序从小扭矩值至大扭矩值,每点每次需间隔5s以上,在检定完每点每次的数值,需将力量完全释放,再做下一次(需注意每点扭矩值之重复度不可误差太大)。 (3)个案例举
手动示值式扭矩扳手在检定时,则应按照扳手的额定值正确选择检定装置的量程,开机预热后,将外观检查正常的扳手在检定装置上按额定值预扭三次;取下扳手,按检定工位分别调节好扳手和检定装置的零位,将扳手正确安装在检定装置上,按照选定的检定点施加扭矩到检定值,读出和记录各点的指示值,逐级施加扭矩到额定值后,卸除加载,并检查扭矩扳手的指示回零情况;重新调整零位后重复以上步骤进行第二次检定,此过程至少进行三次。 注:指针式有从动指针的必须带从动指针进行检定。双向扭矩扳手应进行双向检定,同样要进行反向预扭三次在按上述步骤进行反向的检定。 三、扭矩检定的注意事项
(1)允许误差
数字式扭矩扳手的最小数字增量不得大于在额定值的20%处允许误差值的1/2。例如,额定扭矩100N.m二级数显扳手,其额定值的20%处为20N.m,该点允许误差值为0.4N.m,故该版收的最小分度即最小数字增量为0.2N.m。 (2)回零误差
扭矩扳手的回零误差,指针式应不大于0.2个分度,数字式应不超过±1个字。 (3)个案例举
报响式扳手(又称预置式扳手)在检定时,需注意:扭矩设定器应灵活可靠、并能设定到所需扭矩值;当施加扭矩值达到设定值时,应能准确发出听觉或其他信号;每个检定点设置后,应预扭报响三次,然后进行检定读数,所用的标准装置应具有快速响应和峰值保持功能。 (4)检定周期
扭矩扳手的检定周期应主要按照扳手的结构特点和使用频度综合确定:普通扳手短则一个月、最长不得超过一年(一年通常只是用于指针式和数字式扳手);电动和气动扳手在使用要求高的场合应每周甚至每天检查一次;预置式扳手则要按照使用频度通过细致监控来确保能正常使用,一般连续使用不放松地检定周期不应超过3个月。 而对于新制造、改装或修理后的扭矩扳手检定仪而言,一般需进行两次检定合格方准使用。这两次间隔时间为3个月,以后检定合格周期延长,但最长不得超过1年。 四、结语
总之,虽然在扭矩检定的实际操作中,仍然存在具体情况下的细节变数,但只要严格把握上述要点,相信对于一般情况下的扭矩检定,企业是完全有能力自行处理的。 | 







 闽公网安备 35020602000072号
闽公网安备 35020602000072号